
Diagnostics sur pièces ratées
Introduction
Ce chapitre est un excellent point de départ si vous essayez d’améliorer la qualité de vos pièces imprimées en 3D. Ce chapitre est une liste complète des problèmes d’impression 3D les plus courants ainsi que les paramètres logiciels que vous pouvez utiliser pour les résoudre. De plus, à chaque chapitre, une photographie présente le problème en question, pour vous permettre d’identifier rapidement votre problème.
Problèmes mécaniques
1. Tête d’impression bouchée
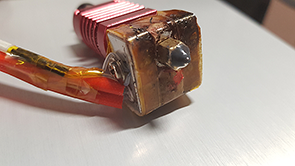
Votre imprimante 3D doit fondre et extruder de nombreux kilogrammes de plastique au cours de sa vie. Pour compliquer les choses, tout ce plastique doit sortir de l’extrudeuse par un minuscule trou qui est aussi gros qu’un grain de sable. Inévitablement, il peut arriver un moment où le système d’extrusion ne peut plus pousser le plastique à travers la buse. Ces bourrages ou obstructions sont généralement dus à quelque chose à l’intérieur de la buse qui empêche le plastique de s’extruder librement ou à une remontée de température dans la partie froide du filament. Voici quelques solutions :
-
Poussez manuellement le filament dans le système d’extrusion. L’une des premières choses que vous voudrez peut-être essayer est de pousser manuellement le filament au travers de la tête d’impression. Pour se faire, augmentez la température de la buse à la température d’impression de votre filament. Demandez à l’imprimante de réaliser une extrusion de 10 millimètres via le contrôle de l’imprimante ou grâce à Cura ou à Pronterface. Pendant que le moteur de l’extrudeuse tourne, utilisez vos mains pour aider à pousser le filament dans la tête d’impression. Dans de nombreux cas, cette force supplémentaire sera suffisante pour faire avancer le filament au-delà de la zone à problème.
-
Rechargez le filament. Si le filament ne bouge toujours pas, la prochaine chose à faire est de décharger le filament. Vérifiez que le bloc de chauffe est chauffé à la température appropriée, puis utilisez les contrôles de l’imprimante pour retirer le filament en contrôlant le moteur d’extrusion. Comme précédemment, vous devrez peut-être appliquer une force supplémentaire si le filament ne bouge pas. Une fois le filament retiré, utilisez une paire de ciseaux pour couper la partie fondue ou endommagée du filament. Rechargez ensuite le filament et voyez si vous pouvez extruder avec la nouvelle section de filament non endommagée.
-
Nettoyez votre tête d’impression. Si les méthodes...
Problèmes au démarrage de l’impression
1. Absence d’extrusion au démarrage
Ce problème est très courant pour les nouveaux propriétaires d’imprimantes 3D, mais heureusement, il est également très facile à résoudre. Si votre système d’extrusion n’extrude pas de plastique au début de votre impression, il y a quatre causes possibles :
-
Le système d’extrusion n’a pas été amorcé avant de commencer l’impression. La plupart des systèmes ont la mauvaise habitude de laisser couler du plastique lorsqu’ils sont inactifs à une température élevée. Le plastique chaud à l’intérieur de la buse a tendance à se vider par la pointe de la buse, ce qui crée un vide à l’intérieur de la buse où le plastique s’est vidé. Ce phénomène peut se produire au début d’une impression lorsque vous préchauffez votre bloc de chauffe pour la première fois, et également à la fin de l’impression pendant que la buse refroidit lentement. Si votre système d’extrusion a perdu du plastique à cause du suintement, la prochaine fois que vous essaierez d’extruder, il faudra probablement quelques secondes avant que le plastique ne recommence à sortir...
Problèmes pendant l’impression
1. Sous-extrusion
La sous-extrusion se remarque par le manque de matière entre les parois ou dans le remplissage à 100 %. Sur une pièce dont le remplissage est inférieur à 100 %, ce sont les couches inférieures et supérieures qui donnent un indice sur la qualité de l’extrusion. Si des espacements apparaissent entre les lignes, votre pièce est en sous-extrusion. Il est possible que de la sous-extrusion arrive pendant un changement de filament, de marque de filament ou de matériau. Il existe trois solutions pour remédier à ce problème :
-
Changer de filament. Le diamètre de votre filament n’est pas adapté à votre système d’extrusion. Il peut s’agir soit d’un mauvais diamètre d’entrée, soit d’un filament de mauvaise qualité dont le diamètre serait inconstant sur la longueur du fil.
-
Augmenter le débit d’alimentation en filament. Le débit, parfois appelé flux, peut être réglé pendant l’impression sur la plupart des imprimantes. Dans Cura, on retrouve le paramètre débit, qui par défaut est à 100 %. Dans le cadre d’une sous-extrusion, il sera peut-être nécessaire d’augmenter le débit jusqu’à 115 %.
-
Vérifier le diamètre de la buse. Il se peut que votre buse soit trop usée et que son diamètre se soit agrandi. Dans ce cas, la pression n’est plus suffisamment maintenue en sortie de buse. Le débit de fil n’est pas assez important par rapport au diamètre de la buse. Il faut alors changer votre buse.
2. Surextrusion

La surextrusion se remarque par un excès de plastique sur l’impression. Cela peut se traduire par des erreurs de dimensionnements de la pièce et par une surface de la paroi extérieure détériorée. Deux solutions peuvent remédier à ce problème :
-
Changer de filament. Le diamètre de votre filament n’est pas adapté à votre système d’extrusion. Il peut s’agir soit d’un mauvais diamètre d’entrée, soit d’un filament de mauvaise qualité dont le diamètre serait inconstant...
Problèmes sur le rendu final
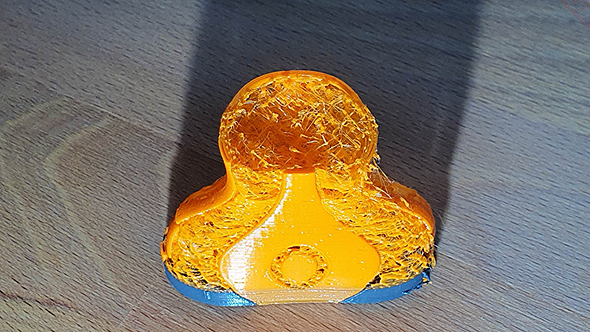
1. Bavures sur la paroi externe

Pendant votre impression 3D, le système d’extrusion est constamment en mouvement lorsque la tête d’impression se déplace vers différentes parties du plateau. La plupart des systèmes d’extrusion sont très efficaces pour produire une extrusion uniforme pendant leur fonctionnement. Mais parfois, les rétractions et les reprises d’extrusion répétées créent des décalages dans l’extrusion du filament. Par exemple, si vous regardez la coque extérieure de vos pièces imprimées, vous remarquerez peut-être une petite marque sur la surface qui représente l’emplacement où l’extrudeuse a commencé à imprimer cette section de plastique. L’imprimante a dû commencer à imprimer la paroi extérieure de votre modèle 3D à cet endroit spécifique, puis elle est finalement revenue à cet endroit lorsque la paroi entière a été imprimée. Ces marques sont communément appelées des bavures ou des blobs en anglais. Comme vous pouvez l’imaginer, il est difficile de joindre deux morceaux de plastique ensemble sans laisser de marque, mais il existe plusieurs outils dans Cura qui peuvent être utilisés pour minimiser l’apparence de ces imperfections de surface.
Si vous commencez à remarquer de petits défauts sur la surface de votre impression, la meilleure façon de diagnostiquer ce qui les cause est de surveiller de près l’impression de chaque périmètre de votre pièce. Le défaut apparaît-il au moment où la buse commence à imprimer la nouvelle paroi ? Ou n’apparaît-il que plus tard, lorsque la paroi est terminée et que la buse s’arrête d’imprimer ? Si le défaut apparaît immédiatement au début de la boucle, il est possible que vos paramètres de rétraction doivent être légèrement ajustés :
-
Augmentez la distance de rétraction et/ou réduisez la vitesse de rétraction. Si un trop-plein de plastique apparaît à la reprise lors d’une extrusion qui a suivi une rétraction, c’est...