
Optimiser ses paramètres d'impression
Principaux paramètres à maîtriser
L’objectif de ce chapitre est de réaliser un tour d’horizon des paramètres à vérifier et à modifier lors de la préparation d’une impression sur Cura. Grâce à ce chapitre, vous comprendrez les optimisations à réaliser selon le type de modèle 3D que vous souhaitez imprimer.
1. L’orientation de la pièce
L’orientation de la pièce définit le positionnement de celle-ci sur le plateau d’impression. La pièce peut être positionnée horizontalement ou verticalement. Cette position va dépendre de la fonction que l’on souhaite donner à la pièce.
Si vous recherchez la finesse des détails dans la réalisation de vos pièces imprimées en 3D, il faudra prendre en compte la précision de l’impression selon les différents axes. Il est judicieux de faire apparaître les détails les plus importants de votre pièce le long de l’axe Z, plus précis que les axes X/Y.
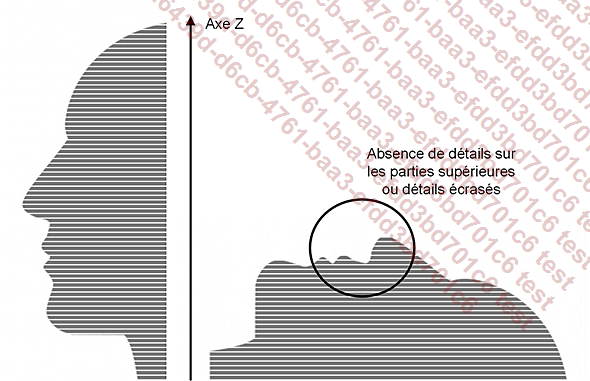
Exemple de l’impression d’un buste demandant de la précision sur les détails du visage
L’orientation de la pièce peut également vous aider si vous recherchez à renforcer la résistance d’une pièce qui sera soumise à l’effort. L’orientation des couches d’impression dans la pièce va définir la résistance à l’étirement et à l’effort sur ses différents axes.
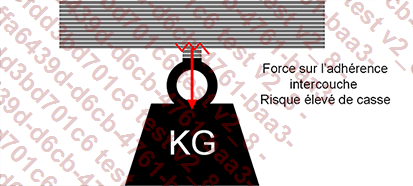
Exemple d’une pièce soumise à une traction perpendiculaire au dépôt des couches
Pour les pièces soumises à un effort ou à une contrainte mécanique, il faudra toujours choisir l’orientation de la pièce de sorte que les lignes d’impression soient dans la même direction que la force appliquée. Ainsi, la force sera répartie sur la longueur de plusieurs dépôts de fils, plutôt que sur la résistance mécanique intercouche, qui est plus faible.
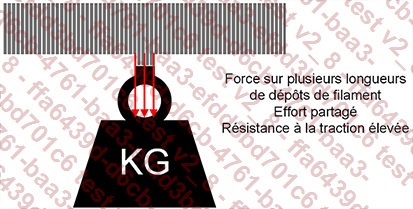
L’effort de traction est partagé avec les lignes d’impression dans ce sens, le poids pouvant être soutenu par la pièce est plus élevé
Dans le cadre d’une pièce soumise à une poussée...
Adaptation des paramètres à votre type de pièce
Maintenant que vous avez fait un tour d’ensemble des paramètres principaux de Cura, il est intéressant de comprendre comment les utiliser au mieux pour répondre aux caractéristiques voulues de vos pièces.
1. Pièces rigides
Les pièces rigides correspondent à la majorité des pièces imprimées en 3D. Afin d’augmenter la résistance de la pièce à l’effort, aux chocs et à la traction, vous pourrez jouer sur plusieurs paramètres. La caractéristique la plus importante dans la création de pièces rigides est l’Épaisseur de la paroi. C’est elle qui définit la solidité de la pièce. Plus l’Épaisseur de la paroi est grande, plus la pièce sera solide et plus le temps d’impression sera rallongé. Pour pallier le temps d’impression long des pièces rigides, l’optimisation de l’Épaisseur de la paroi peut être couplée à la Densité de remplissage. Une densité élevée renforcera la structure interne de la pièce et soutiendra la paroi lors des efforts, des contraintes mécaniques et des chocs.

Porte-bouteille décoratif et rigide
Afin de créer une pièce rigide avec une buse de 0,4 millimètre de diamètre, une épaisseur de paroi de trois lignes (soit 1,2 millimètre d’épaisseur) couplée à une densité de remplissage entre 20 % et 35 % donnera un résultat...
Scripts post-découpe
1. Changer de filament à une hauteur prédéfinie
Il est possible de changer de filament selon une hauteur prédéfinie. Cela permet d’imprimer une pièce de plusieurs couleurs ou de plusieurs matériaux tout en restant en extrusion simple. Cette option se limite uniquement au choix d’un filament pour un certain nombre de couches et n’agit pas comme un système multiextrusion. Selon le type d’imprimante que vous possédez et les fonctions activées dans son firmware, il existe trois différentes méthodes pour pouvoir changer votre filament à la hauteur voulue.

Exemple d’un médaillon conçu pour représenter l’association e-NABLE dont la mission est de rapprocher les makers et les personnes ayant besoin d’une prothèse imprimée en 3D (plus d’informations ici : https://e-nable.fr/)
a. Méthode M600
La méthode M600 est la méthode la plus basique à mettre en œuvre pour demander un changement de filament. Pour se faire, il faut que la fonction M600 soit comprise par le firmware de votre imprimante, ce qui est fort probable.
La commande M600 permet de mettre l’impression en pause. Ainsi, la tête d’impression reste à hauteur de couche, mais se dégage de la pièce afin de ne pas la brûler. La tête d’impression reste à température d’extrusion, ce qui vous permet de changer manuellement de filament.
Pour pouvoir intégrer la commande M600, il va falloir modifier le fichier .gcode de votre pièce qui a été généré par Cura.
La procédure
Repérez les hauteurs de couches où vous souhaitez changer de filament dans l’aperçu de l’impression dans Cura.
Ouvrez le fichier .gcode généré avec un éditeur de texte.
Recherchez la ligne ;LAYER:X avec X = la couche où vous souhaitez changer de filament.
Insérez la commande M600 avant cette ligne.
Reproduisez les étapes précédentes pour chaque couche où vous souhaitez changer de filament.
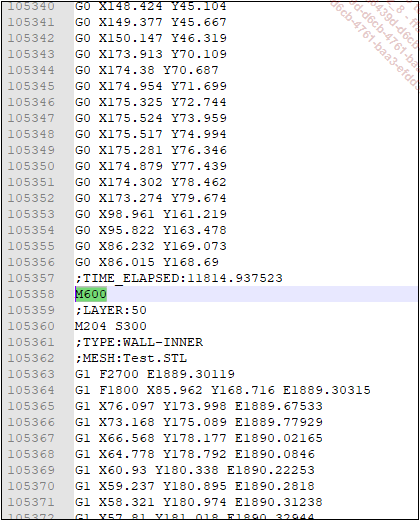
Exemple d’intégration d’une pause à la couche 50 dans le fichier .gcode avec l’éditeur de texte Notepad++
Pendant l’impression...